|
|
 |
|
|
|
A06078 |
A06176 |
A06386 |
Example of
Target Range |
O.D.(φmm) |
47(Special) |
40 to 60 |
100 to 160 |
| Max Width(mm) |
28(Special) |
25 to 35 |
30 to 50 |
| Main Spindle |
Main Spindle Rotational Speed(rpm) |
300 to 500 |
500 to 800 |
200 to 500 |
| Roller Press |
Max Thrust(t) |
5 |
10 |
| Max Speed(mm/sec) |
100 |
40 |
45 |
| Tail Stock |
Max Thrust(t) |
10 |
12 |
30 |
| Max Speed(mm/sec) |
120 |
80 |
90 |
| Pusher |
Max Thrust(t) |
1.2 |
2.0 |
1.2 |
| Max Speed(mm/sec) |
200 |
85 |
150 |
| Control Device |
PLC |
A1SJH
(Mitsubishi) |
|
| NC |
|
MELDAS70ASL
(Mitsubishi) |
POWER MATE i-D(FANUC) |
| Autoloader |
Hydraulic |
N40SA |
N40SA |
--- |
| Unloader |
Pneumatic |
KT41-B |
NNN |
--- |
| Power Unit |
Main Spindle Motor Output |
5.5kW-8P |
11kW-6P |
15kW-8P |
Hydraulic Pump
Pressure
Discharge |
11kW-4P
14Mpa
56L |
5.5kW-4P
5Mpa
45L |
7.5kW-4P
5Mpa
55L |
| Lubricator |
Trochoid Pump 0.9L/min |
| Machine Size |
Floor space
W x D (mm) |
3130 x 3600** |
3140 x 3400** |
3170 x 2900** |
| Mass of Machine(t) |
6.5*** |
7*** |
8.5*** |
|
* |
Depending on object work |
** |
Depending on machine specifications, Machine size must be changed. |
*** |
Depending on machine specifications, Mass of machine must be changed. |
|
|
|
|
|
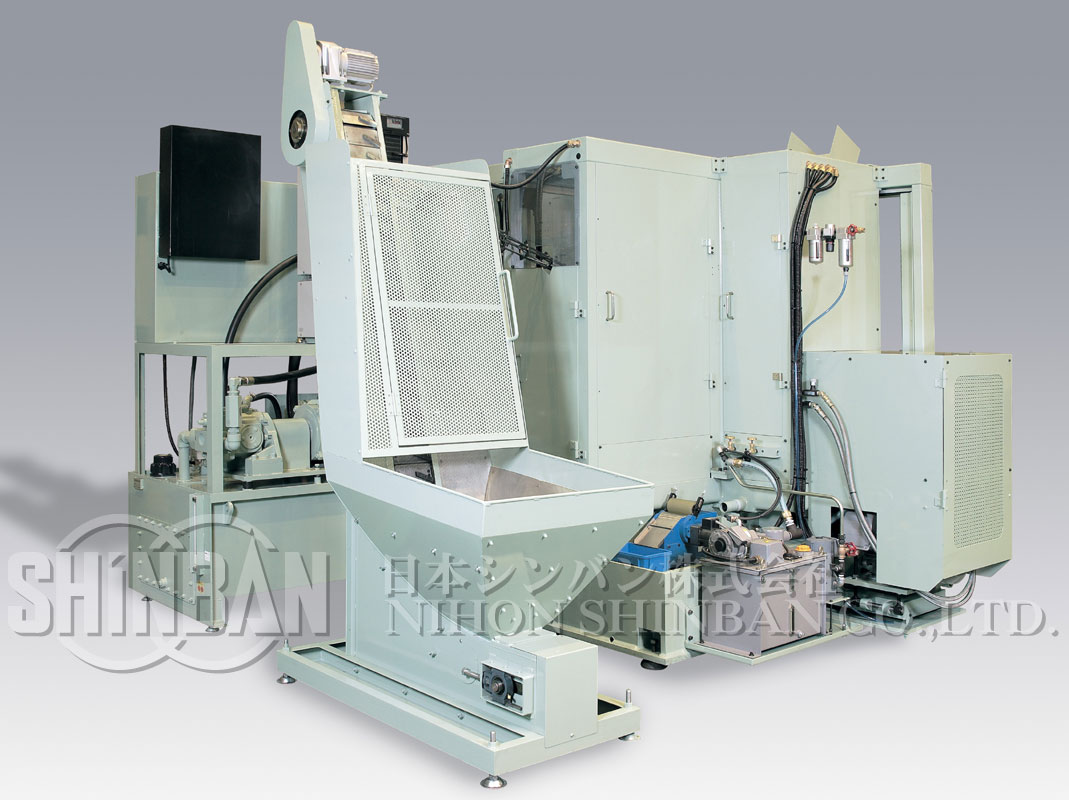
The front side of Roll Plastic Process Machinery |
The back of Roll Plastic Process Machinery |
|
|
Since this machinery processes a work by plastic deformation without taking out chip like cutting, what is a solid of revolution is basically processible.
Following photo is the processing example of alternator pulley.
Bar was put into the main hole and the five-step pulley slot was processed on the work's outer diameter.
|
|
|
|
|
Alternator pully blank |
Alternator pully after processing |
|
|
Following photo is the processing example of alternator one-way clutch.
Deep groove for pulley belt was given to the outer diameter, and helical spline processing was give to the bore part at the same time.
In case of φ47mm, the cycle time is 10 sec.
|
|
|
|
|
Alternator one-way clutch blank |
Alternator one-way clutch after processing |
|
|
This roll plastic process machinery terminates the process only by one chucking rather than multi-processing the complicated work.
As a processing order :-
1. Chucking the work by autoloader
2. Pressurize and insert the chucked work in tail stock.
3. Pushing the work at both center, and plastic processing it by roller press.
4. After the processing, discharge the work with pusher, and collecting it by unloader.
The cycle time depends on the plastic processing time mostly.
It takes time for about 2 seconds to autoload and unload. (Loading time shall be changed depending on the shape of work.)
|
|
|
|
|
Tail Stock |
Roller Press |
|
|
Following photo is enlargement of the chucking part.
Only the male mold roller is usually used in plastic processing.
In the machinery of the photo, the male mold roller is set for plastic processing one-step pulley.
And another male mold roller which make helical spline processing in the bore is used as bar for work chucking.
Such a processing which applies plastic deformation to both inside and outside diameter at the same time is materialized with the reliability to high rigidity or long-time automatic operation.
|
|
|
|
|
In-Shute Part |
Chuck Part |
|
|
In order to enable full automatic operation for long time, the various autoloader and unloader with which the old track record guarantee the reliability are installed in this machinery.
The work which performs plastic processing has become complicated plentifully, considering the blank form.
According to user's request, we can manufacture and provide various autoloader, unloader and various conveyance support equipments suitable for each product shape.
|
|
|
|
|
|
|
|
|
In-Chute & Out-Chute |
|
|
|
|
|
|
|